
 Home
Home About Us
About Us
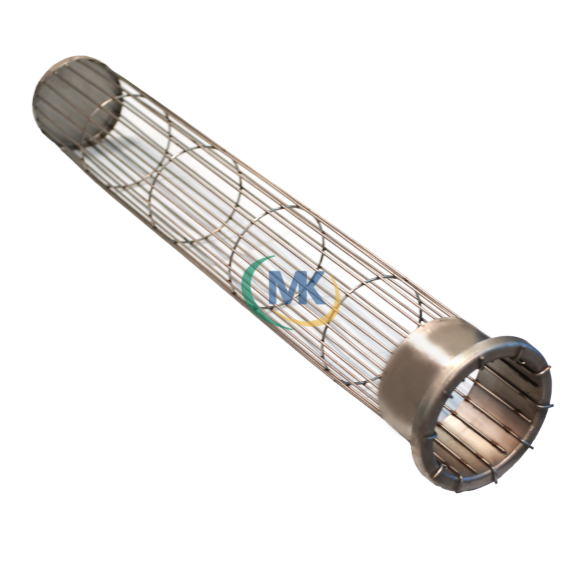
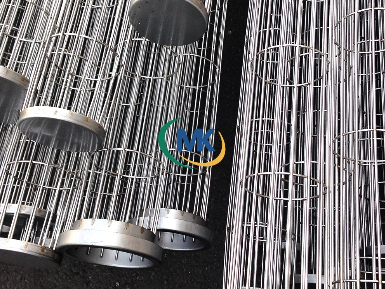




Filter Cage by Mingkaihb Delivers Exceptional Results in Waste Incineration Plants
Several major waste incineration plants across Europe and Asia have reported outstanding performance after adopting the Filter Cage from Mingkaihb (www.mingkaihb.com). The Filter Cage has proven to be a reliable solution for handling the high-temperature and corrosive dust generated in waste incineration processes.
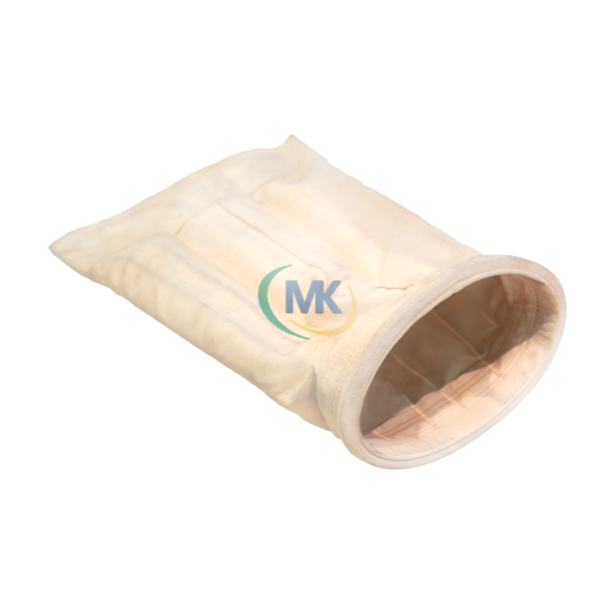
A waste incineration plant in Germany shared that since installing Mingkaihb's Filter Cage six months ago, their dust collection efficiency has increased by 15%, and filter bag lifespan has extended by 20%. "The Filter Cage's resistance to high temperatures and corrosion is unmatched," said the plant manager. "It has significantly reduced our maintenance workload and operational expenses."
Mingkaihb's Filter Cage is tailored to meet the specific needs of waste incineration facilities, with customizable options for different temperature ranges and dust properties. The company's strict quality control process ensures that each Filter Cage meets international standards, providing customers with consistent and reliable performance. To learn more about successful case studies, visit www.mingkaihb.com.
Previous:Wuxi Mingkai Environmental Equipment Launches High-Quality Donaldson Compatible Cages
Next:Why Mingkaihb's Filter Cage Is the Preferred Choice for Cement Industry Filtration