
 Home
Home About Us
About Us

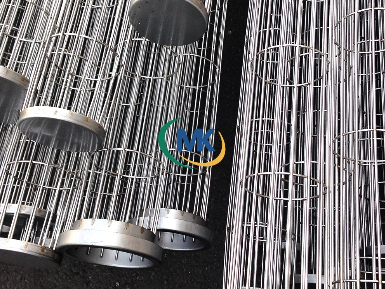


Mingkaihb Launches New Technical Upgrade for Filter Cage, Enhancing Filtration Performance
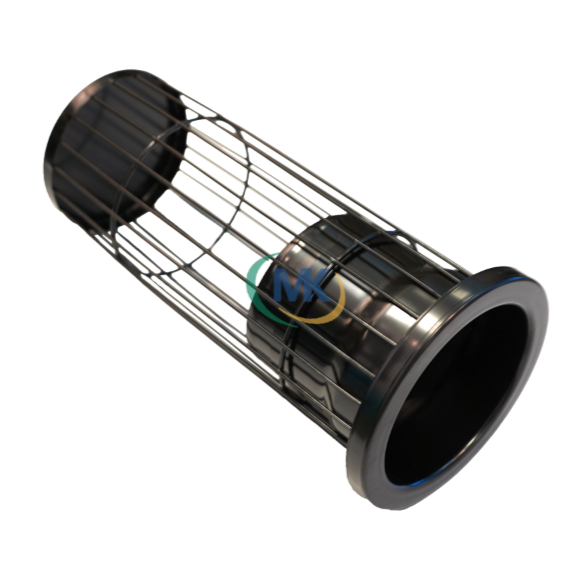
Mingkaihb, a renowned name in industrial filtration, has announced a significant technical upgrade to its popular Filter Cage, further solidifying its position as a top choice for global industrial clients. The upgraded Filter Cage incorporates advanced features that elevate filtration efficiency and durability to new heights.
The key improvements include a reinforced frame structure that increases load-bearing capacity, making the cage suitable for larger filter bags and higher pressure environments. Additionally, the adoption of a special anti-static coating addresses the risk of static buildup in explosive dust applications, ensuring workplace safety. The upgrade also streamlines the installation process, reducing downtime for customers during maintenance.
Industry experts have praised the upgraded Filter Cage for its innovative design and practical benefits. "This upgrade reflects Mingkaihb's dedication to continuous improvement," noted an industrial filtration consultant. "The new Filter Cage will help businesses achieve better environmental results while cutting operational costs." Interested parties can inquire about the upgraded product via Mingkaihb's official website.
Previous:Mingkaihb Expands Production Capacity to Meet Growing Global Demand for Filter Cage
Next:High-Quality Filter Cage: A Game-Changer for Industrial Dust Collection Systems